








Conclusion dès le départ : Les installations qui passent à un Machine de conque de préconcentration de boues de presse à vis et intégrer un rapport complet sur le système de préconcentration des boues de manière cohérente 25 à 35 % de réduction des coûts d'élimination des boues — sans construire de réservoirs d'épaississement supplémentaires ni étendre leur empreinte au sol. Voici comment cela fonctionne en pratique.
Pourquoi les coûts d’élimination des boues montent en flèche – et où se produisent les déchets
Pour la plupart des stations d'épuration municipales et industrielles, le traitement des boues représente 50 à 60 % des dépenses totales de fonctionnement . La majeure partie de ce coût ne provient pas de l'assèchement lui-même, mais du transport et de l'élimination de l'eau qui aurait dû être évacuée plus tôt dans le processus.
Lorsque les boues de sédimentation secondaire entrent dans une machine de déshydratation à une teneur en matières solides de 0,5 à 1 %, la machine fait des heures supplémentaires en traitant principalement de l'eau. Un épaississeur de boues à vis en amont modifie cette équation : en concentrant les boues pour 3 à 8 % de solides avant la déshydratation, la machine en aval traite une fraction du volume d’origine – et les économies réalisées en termes de produits chimiques, d’énergie et de transport.
Trois inducteurs de coûts sont directement abordés :
- Frais de transport et de mise en décharge — proportionnels au volume de boues humides
- Consommation de polymères/produits chimiques – évolue en fonction du volume de liquide envoyé aux conditionneurs
- Consommation d'énergie — fonctionnement de pompage de gros volumes et de presse à bande sur des boues diluées
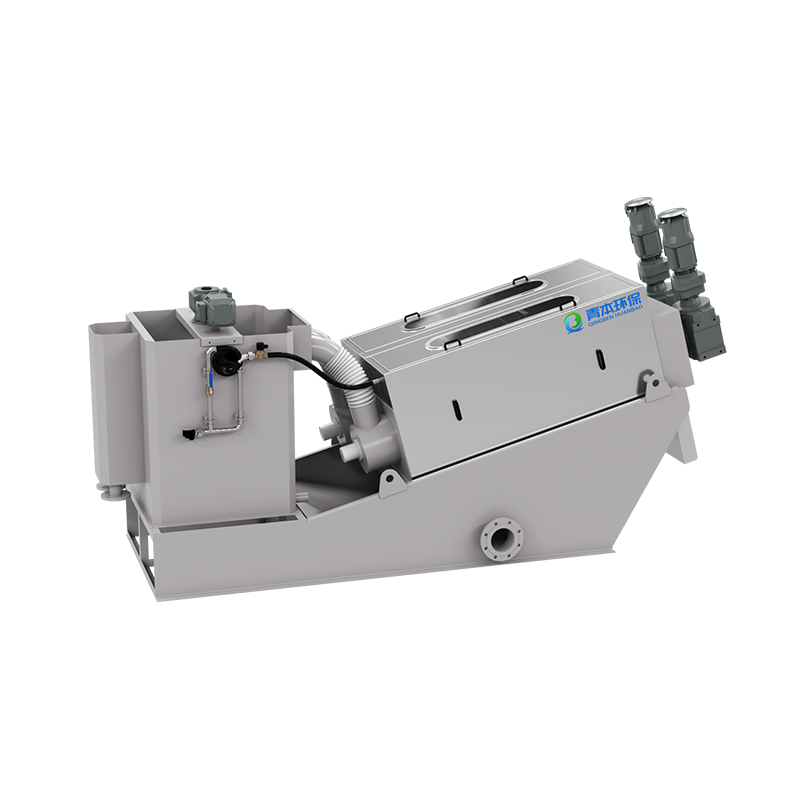
Comment fonctionne une machine à conques de préconcentration de boues par presse à vis
La machine à conques de préconcentration de boues par presse à vis tire son nom de sa géométrie en spirale en forme de coquille. Contrairement aux épaississeurs à bande gravitationnelle ou aux épaississeurs à tambour, il utilise une vis à rotation lente dans un tamis filtrant autonettoyant. Les boues sont alimentées en continu, l'eau s'écoule à travers le tamis sous une légère pression mécanique et les boues concentrées sortent de l'extrémité de décharge.
Principales caractéristiques de fonctionnement qui différencient cette conception :
- Fonctionnement continu et ininterrompu — pas de cycles par lots, pas d'intervalles de nettoyage manuels
- Écran autonettoyant — les anneaux mobiles évitent le colmatage sans pulvérisation d'eau
- Faible vitesse de rotation (2 à 5 tr/min) — usure minimale, faible bruit, faible consommation d'énergie
- Contrôle PLC entièrement automatisé — le fonctionnement nocturne sans surveillance est standard
Le résultat est une concentration des boues après séparation qui est stable et réglable dans une plage d'efficacité d'élimination de l'humidité de 90 à 96 % , produisant un gâteau épaissi adapté à une entrée directe dans des presses élastiques à haute pression, des cadres de plaques à membrane ou d'autres machines de déshydratation des boues à vis en aval.
Quantifier la réduction des coûts de 30 % : une répartition réaliste
Le chiffre de 30 % n’est pas une affirmation marketing : il ressort des données opérationnelles collectées dans les stations d’épuration des eaux usées traitant entre 10 000 et 100 000 m³/jour. Le tableau ci-dessous illustre comment les économies s'accumulent dans toutes les catégories de coûts :
| Catégorie de coût | Avant la préconcentration | Après préconcentration | Économies typiques |
|---|---|---|---|
| Volume de transport des boues | 100% | 55 à 65 % | 35 à 45 % |
| Utilisation de polymères/floculants | 100% | 70 à 80 % | 20 à 30 % |
| Consommation d'énergie de déshydratation | 100% | 75 à 85 % | 15 à 25 % |
| Contrôle des odeurs et traitement du phosphore | Élevé (réservoirs d'épaississement ouverts) | Considérablement réduit | Soulagement opérationnel |
Lorsque ces catégories sont pondérées et combinées, les réductions globales des coûts d'élimination des boues de 28 à 34 % sont réalistes pour la plupart des installations – conformément au chiffre global de « 30 % ».
Économies de coûts typiques par catégorie après la mise en œuvre d'un système de préconcentration des boues
Les chiffres représentent des estimations médianes des installations opérationnelles.
Élimination du réservoir d'épaississement : économies d'infrastructures et de terres
La gestion traditionnelle des boues nécessite un réservoir d'épaississement par gravité dédié - une grande structure civile qui immobilise les terres, nécessite un investissement en capital important et crée des problèmes persistants d'odeurs et de libération de phosphore. Le système de préconcentration des boues construit autour d’une machine de déshydratation des boues à vis élimine entièrement cette exigence.
Un épaississeur gravitaire standard pour une installation traitant 50 000 m³/jour occupe 200 à 500 m² de surface au sol et nécessite des mois de construction civile. L’empreinte équivalente de l’unité de préconcentration sur presse à vis est généralement moins de 30 m² , peut être monté sur patins et est opérationnel dans les jours suivant la livraison. Pour les stations d’épuration urbaines où le foncier est contraint, cette différence est déterminante.
Les avantages supplémentaires en matière d’infrastructure comprennent :
- Aucune exigence concernant les conduites de retour du surnageant depuis les réservoirs d'épaississement vers les ouvrages de tête
- Coûts de gestion des odeurs réduits — fonctionnement fermé par rapport à une surface de réservoir ouverte
- Libération de phosphore supprimée à la source – les réservoirs d’épaississement sont un facteur majeur de charge interne de phosphore
- Dispositions de tuyauterie simplifiées et exigences réduites en matière de stations de pompage
Intégration avec la déshydratation en aval : rendre chaque machine plus efficace
Un épaississeur de boues à presse à vis ne remplace pas la déshydratation en aval : il amplifie son efficacité. Lorsque des boues épaissies contenant 3 à 8 % de matières solides entrent dans une presse élastique à haute pression ou un cadre à plaque à membrane au lieu de boues brutes à 0,5 %, la capacité de débit de la machine en aval augmente de 3 à 5x sur une base unitaire.
Cela signifie que les équipements de déshydratation existants, qui peuvent fonctionner à des limites apparentes de capacité, gagnent une marge substantielle sans remplacement d'équipement. Les usines traitant des charges croissantes de boues peuvent différer les dépenses en capital sur des presses supplémentaires, souvent pour des raisons de sécurité. 5 à 10 ans — en optimisant plutôt les conditions d'alimentation.
Gain de débit de déshydratation en aval par rapport à la concentration en solides d'alimentation
Relation illustrative : le gain de débit réel dépend du type de boue et de la conception de la presse.
La machine à conques de préconcentration de boues par presse à vis est validée comme prétraitement pour les presses élastiques à haute pression, les cadres de plaques à diaphragme haute pression et d'autres configurations de déshydratation avancées, ce qui en fait un composant polyvalent en amont dans toute architecture de système de préconcentration de boues.
Avantages opérationnels : faible consommation d'énergie, entièrement automatisé, maintenance minimale
L’un des arguments financiers les plus solides en faveur de l’adoption d’une machine de déshydratation des boues à vis dans un rôle de préconcentration est son profil de coûts d’exploitation intrinsèquement faible. Par rapport aux épaississeurs à bande gravitaire et aux épaississeurs à tambour, la conception de la presse à vis offre des avantages mesurables dans chaque ligne de dépenses d'exploitation :
Consommation d'énergie
Les unités de presse à vis tirent généralement 0,01 à 0,05 kWh par kilogramme de matières sèches traitées — nettement inférieur à celui des épaississeurs à bande (qui nécessitent des pompes à eau de lavage) ou des centrifugeuses. Une usine traitant 10 tonnes de DS/jour peut espérer des économies d'énergie annuelles de l'ordre de plusieurs milliers de kWh par rapport aux alternatives.
Automatisation et dotation en personnel
Un contrôle PLC entièrement automatique avec des cycles opérationnels programmables signifie que l'épaississeur de boues à presse à vis peut fonctionner sans surveillance pendant les trois équipes. Les séquences marche-arrêt, le réglage de la vitesse d'alimentation et les réponses aux alarmes sont gérés automatiquement. Les usines travaillant de nuit avec des équipes réduites en bénéficient particulièrement : aucune intervention de l'opérateur n'est requise pendant le fonctionnement en régime permanent.
Intervalles d'entretien
Le mécanisme à vis à vitesse lente, fonctionnant à une vitesse de 2 à 5 tr/min plutôt qu'à une vitesse de centrifugeuse de 2 000 tr/min, réduit considérablement l'usure de toutes les pièces mobiles. Les intervalles d'entretien prévus des roulements et des joints dépassent 8 000 heures de fonctionnement dans les applications municipales typiques. Les anneaux de filtre autonettoyants éliminent les problèmes de blocage des buses de pulvérisation courants dans les épaississeurs à bande.
Avantages environnementaux et de conformité au-delà du coût
Les régulateurs et les directeurs d'usines sont de plus en plus soumis à un examen minutieux non seulement de la qualité des effluents, mais aussi des pratiques de traitement des boues. Les réservoirs d'épaississement par gravité font partie des principales sources de composés odorants (H₂S, mercaptans) et de génération de charge interne de phosphore dans une station d'épuration. Leur élimination grâce à la préconcentration sur presse à vis en ligne offre des avantages en matière de conformité et de relations communautaires qui sont plus difficiles à quantifier mais véritablement significatifs.
- Réduction des odeurs : Fonctionnement d'une presse à vis fermée par rapport à une surface de réservoir ouverte : les plaintes concernant les odeurs provenant des communautés voisines diminuent généralement considérablement après la conversion
- Suppression de la charge interne en phosphore : Les conditions anaérobies dans les réservoirs d’épaississement libèrent le phosphore lié dans le flux liquide. L'élimination du réservoir élimine cette charge interne, réduisant ainsi la charge d'élimination des nutriments biologiques et les coûts de précipitation chimique du phosphore.
- Réduction des émissions liées aux transports : Moins de déplacements quotidiens de camions-citernes signifient une réduction de la consommation de diesel et de l’usure des routes – une mesure de durabilité tangible pour le reporting carbone.
Applications appropriées et considérations d’échelle
Le système de préconcentration des boues basé sur la technologie des presses à vis est applicable dans un large éventail de secteurs et d’échelles :
| Secteur des applications | Solides d'entrée typiques | Solides de sortie cibles | Avantage clé |
|---|---|---|---|
| STEP municipale (boues secondaires) | 0,5 à 1,0 % | 3 à 6 % | Élimine le réservoir épaississant |
| Transformation des aliments et des boissons | 0,8 à 2,0 % | 4 à 8 % | Réduit la fréquence d’élimination |
| Traitement des effluents industriels | 1,0 à 3,0 % | 5 à 8 % | Permet une configuration compacte de l'usine |
| Traitement des sédiments de rivières et de lacs | Variable | 4 à 7 % | Déploiement mobile/temporaire |






